 Help Center
Help CenterExcelでの属性管理図チュートリアル
このチュートリアルは、XLSTATソフトウェアを用いてExcel内で属性管理図 を計算して解釈する方法を示します。
属性管理図の分析のためのデータセット
データは、[Pyzdek Th. (2003); The six sigma Hanbook Revised and expanded, McGraw Hill, New York] からで、製造工程の1箱の傷ついた桃の30個の検査です。この事例では、1箱が 1000個の桃からなります。
このチュートリアルの目的
属性による管理図は、"不適合製品"または"不適合"を分析することができます。それらは、納品前の製品(生産された製品)の品質または接客時の製品(購入される製品)の品質を管理するために使用されます。すべての製品を検査する必要はありません。検査は、定義されたサイズの検査単位で実行されます。たとえば、倉庫で受け取られるテレビ受像機の場合、サイズは1でしょう(各テレビ受像機が検査される)。あるいは、それぞれ24個の桃が入った桃の箱の場合、サイズは24です。
属性管理図ツールは、下記の種類の管理図を提供します:
- P 管理図: これは製造工程の不適合ユニットの割合を追跡するのに有用です。
- NP 管理図: これは、製造工程の不適合ユニットの絶対数を追跡するのに有用です。
- C 管理図: これは検査ユニットが一定サイズである製造工程の検査ユニットあたりの不適合ユニットの数を追跡するのに有用です。
- U 管理図: これは検査ユニットが不定サイズである製造工程の検査ユニットあたりの不適合ユニットの数を追跡するのに有用です。
P および NP カード は、製造工程の不適合製品の割合、それぞれの絶対数を分析できます。たとえば、不適合なテレビ受像機セットの数をカウントしたり、少なくとも1個の桃が傷ついている箱の数をカウントしたりできます。
C および U カード は、管理されるユニットでの不適合の発生の割合、それぞれの絶対数を分析できます。製造工程の不適合製品の数をカウントできます。たとえば、管理ユニットでの欠陥のあるトランジスタの数をカウントしたり(1台のテレビ受像機に複数の欠陥トラジスタがある可能性)、箱ごとの傷ついた桃の数をカウントしたりできます。
このチュートリアルの目的のために、NP管理図が使用されます。
属性管理図を生成するためのダイアログ・ボックスのセットアップ
XLSTATを起動すると、リボンの統計的工程管理ボタンをクリックして、属性管理図を選択します。
ダイアログ・ボックスがポップアップします。
一般タブでは、管理図の種類を選択し、NP管理図とデータを選びます。この事例でのグループ・サイズは 1000です。
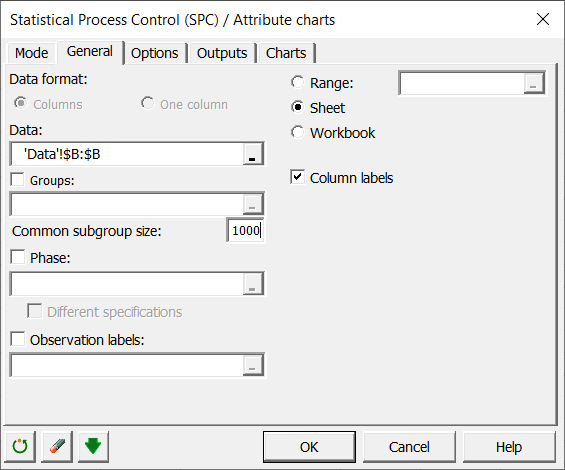
そして、OK ボタンをクリックして、計算が開始します。
属性管理図の結果の解釈
最初の結果は推定平均です。
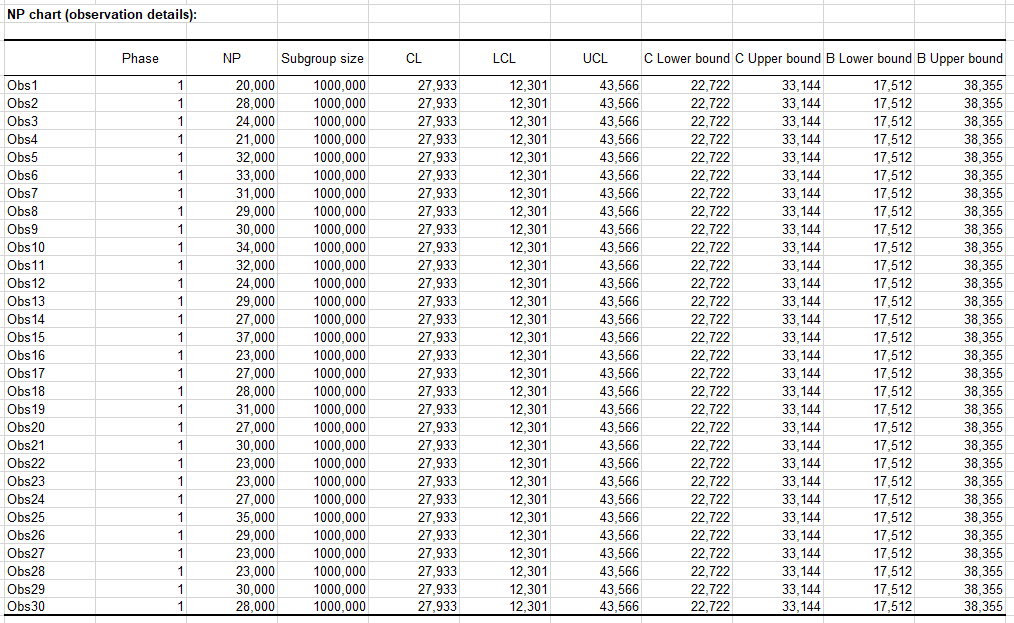
最初の表では、 NP管理図の管理限界 が表示され、bruised peaches (NP) で始まるNP管理図のデータとグループ・サイズが続きます。この中心線 (CL)の後、下方 (LCL) および上方 (UCL) 管理限界およびAとB領域の下方および上方ゾーン限界がグループごとに表示されます。
NP管理図 が続きます。値が管理限界のまわりでランダムに散らばっているようです。 この管理図は、工程が“統計的に管理下にある”という結論に達します。

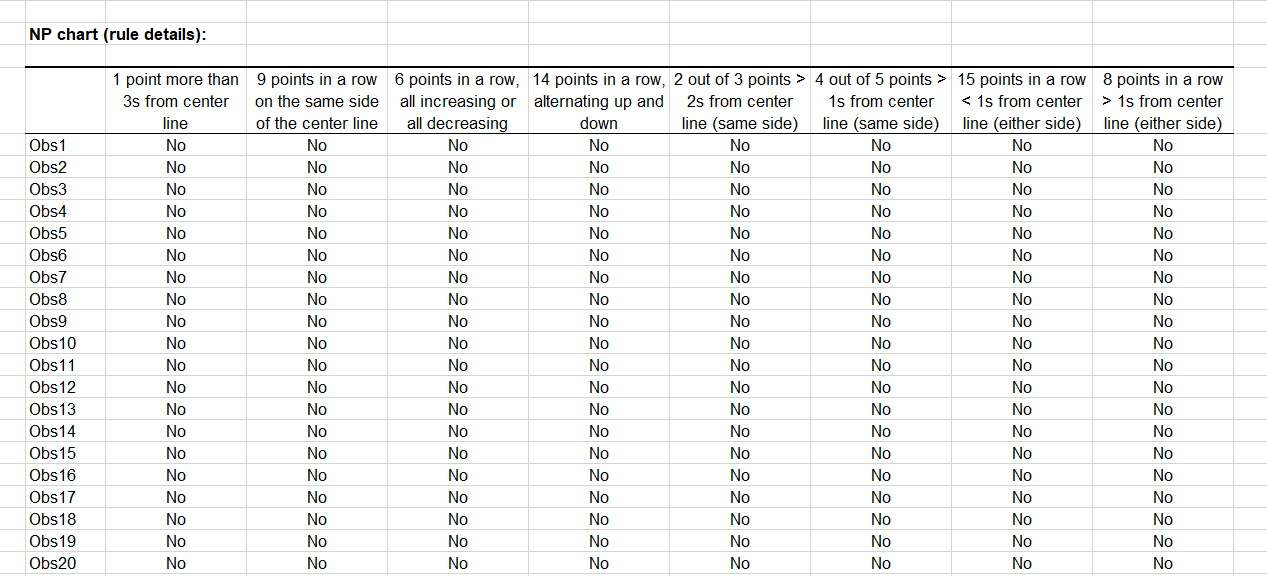
 次の表は、特殊要因ルールの詳細を提供します。表には“No”のみがあります。この問題に関しては、データは良好です。これはNP管理図にも反映されます。グループ平均値が常に下方および上方管理限界の間にあります。
次の表は、特殊要因ルールの詳細を提供します。表には“No”のみがあります。この問題に関しては、データは良好です。これはNP管理図にも反映されます。グループ平均値が常に下方および上方管理限界の間にあります。
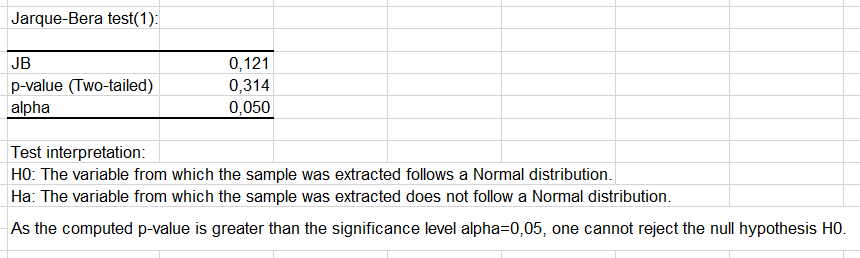
 さらに、データが正規分布に従うかどうかを知ることが興味深いです。この機能では複数の検定が提供されます。ここではJarque-Bera 検定の結果を紹介します。p値 (0.314) が 5%よりも高いです。したがって、我々は、正規分布の仮説H0 が採択できると結論づけます。
さらに、データが正規分布に従うかどうかを知ることが興味深いです。この機能では複数の検定が提供されます。ここではJarque-Bera 検定の結果を紹介します。p値 (0.314) が 5%よりも高いです。したがって、我々は、正規分布の仮説H0 が採択できると結論づけます。
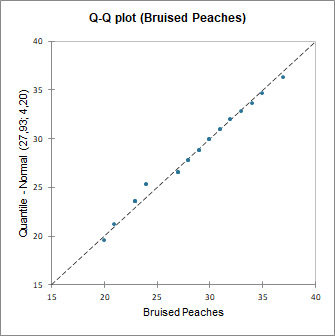
 Q-Q プロットでは、データが第1二分線に近いことがわかります。我々はデータが正規分布していると仮定します。
Q-Q プロットでは、データが第1二分線に近いことがわかります。我々はデータが正規分布していると仮定します。
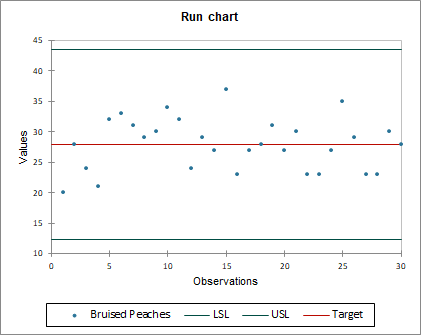
 レポートの最後に、ランチャートが表示されます。グループ内の測定値が広い範囲を持っており、23 から37の間にあります。この値は管理限界の内側です。
レポートの最後に、ランチャートが表示されます。グループ内の測定値が広い範囲を持っており、23 から37の間にあります。この値は管理限界の内側です。
Was this article useful?
- Yes
- No